
网站首页 图纸图集 正文
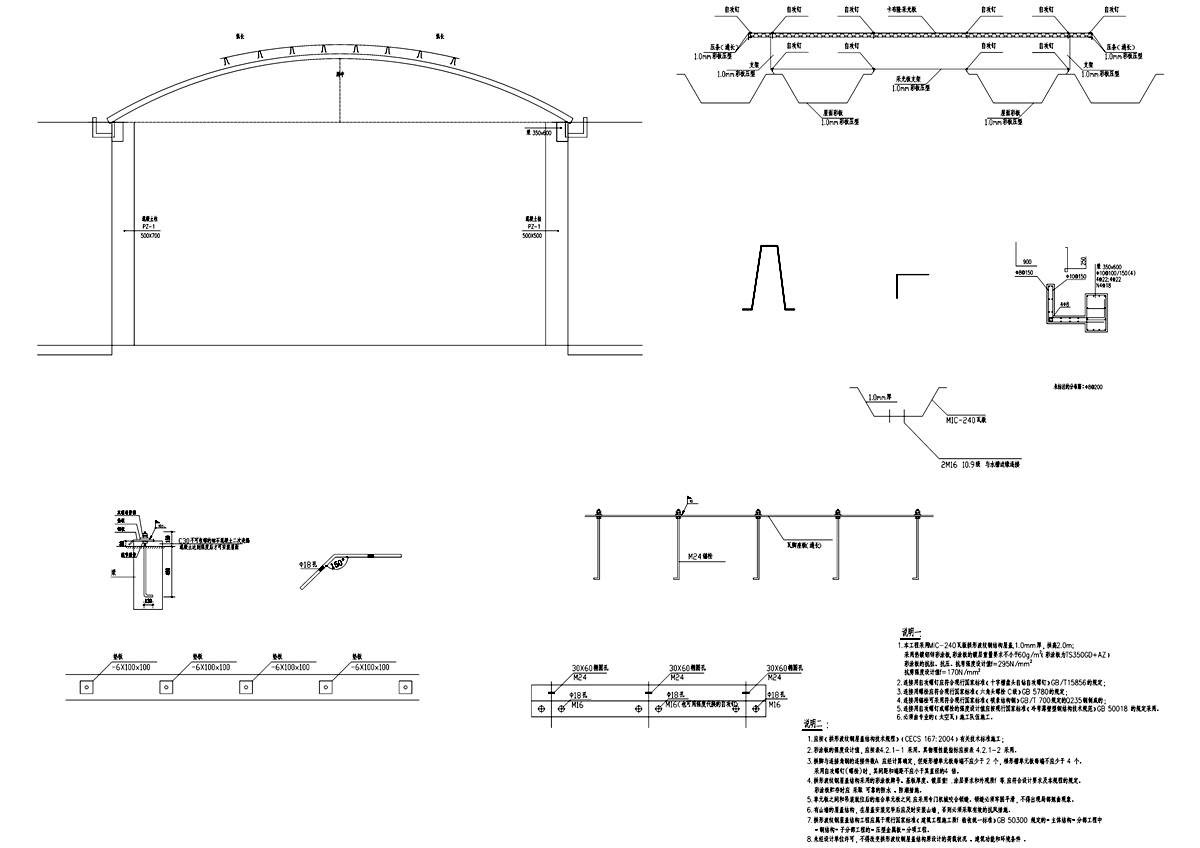
拱形屋顶在海关检查上有很广泛的应用,主要是因为建筑施工周期一般比较短,对工期的压缩比较紧张,所以采用拱形大跨度无梁无檩拱形屋面结构。
图纸代码
本份图纸的代码为:砖混\其他\海南 斗门港口 14m x 47.4m
图纸总览
下面是本份拱形屋顶图纸的总览图:
图纸详情
上图是该海光拱形屋顶的设计说明文件中,从文件中我们获取到的信息是,该拱形屋顶跨度是12米。
友情提示:如需下载文中所述拱型波纹钢屋盖结构相关图纸图集及其他资料,请联系杰达钢构获取帮助!
- 上一篇: 江西高安24米跨拱形屋顶图纸
- 下一篇: 浙江丽水某农贸市场拱形屋面图纸
 |
|
猜你喜欢
- 2023-04-26 宁夏某地农业马铃薯库安装拱形波纹钢屋盖图纸
- 2023-04-26 山东某公司料场罩棚图纸
- 2023-04-26 湖北三宁某公司安装拱形屋顶单图
- 2023-04-26 安徽首单某厂家安拱形波纹钢屋盖图纸
- 2023-04-26 四川成都菜市场安装拱形屋顶图纸
- 2023-04-26 安徽界首某产业园安装拱形屋顶图纸
- 2023-04-25 江苏南通16.5米跨拱形屋顶设计图
- 2023-04-25 武汉汉阳游泳池屋顶安装拱形屋顶工程图纸
- 2023-04-25 安徽某粮食公司安装仓间罩棚图纸
- 2023-04-25 新疆阿克克勒希地区生产牛舍安装拱形屋顶图纸施工图
- 03-21酒厂技能扩改拱形屋面设计实例解析
- 03-20拱形屋面系统的集成设计与多功能性创新
- 03-19粮库机械罩棚拱形屋顶的环境优势与可持续价值
- 03-18拱形屋面结构在发酵车间中的多重优势
- 03-17酱香型酒厂屋面结构工程设计施工要点解析
- 03-16水电站隧道拱形屋顶防火性能提升策略
- 03-15钢结构拱形屋顶材料选型关键技巧
- 03-14拱形屋顶设计助力药业厂房通风优化
- 70905℃拱形波纹钢屋盖计算器开发流程技术总结
- 63268℃工业厂房中金属拱形屋顶的实战价值
- 49772℃深入解读拱形波纹屋顶技术规范
- 31950℃牛棚拱形屋顶施工质量关键控制措施
- 31316℃酱油厂仓库拱形屋面的美学与功能平衡
- 29885℃覆膜板拱形屋面设计的关键决策要素分析
- 29611℃堆料仓库施工人员配置与管理优化策略
- 28558℃拱形屋面在米业仓库中的应用优势
- 91774℃山东潍坊十甲农贸市场拱形屋顶工程
- 90408℃江西省九江市粮库拱形屋顶工程施工案例
- 90354℃福建光泽直属库K-SPAN仓间罩棚施工案例
- 90688℃江苏淮安盱眙三河农场仓间罩棚工程
- 91230℃徐州睢宁粮管所拱形屋顶仓间罩棚
- 93378℃贵州龙里粮库双层拱形屋顶工程
- 93138℃河南周口沈丘中储粮拱形屋顶罩棚
- 90902℃浙江舟山粮库拱形仓间罩棚
- 联系我们
-
- 联系人:张凯(经理)
- 手机号码:18796523888
- 手机号码:18811000665
- 邮箱:79588724@qq.com
- 名称:江苏杰达钢结构工程有限公司
- 地址:江苏省盐城市建湖县经济开发区886号
- 文章归档
-
- 2026年3月 (19)
- 2026年2月 (28)
- 2026年1月 (33)
- 2025年12月 (29)
- 2025年11月 (27)
- 2025年10月 (31)
- 2025年9月 (29)
- 2025年8月 (49)
- 2025年7月 (8)
- 2024年12月 (1)
- 2024年11月 (3)
- 2024年3月 (3)
- 2023年7月 (2)
- 2023年6月 (1)
- 2023年5月 (20)
- 2023年4月 (188)
- 2023年3月 (140)
- 2022年8月 (9)
- 2022年7月 (16)
- 2022年6月 (58)
- 2021年11月 (16)
- 2021年10月 (2)
- 2021年4月 (4)
- 2020年11月 (14)
- 2020年8月 (1)
- 2020年7月 (19)
- 2020年6月 (2)
- 2020年5月 (22)
- 2020年2月 (12)
- 2020年1月 (13)
- 2019年12月 (22)
- 2019年11月 (23)
- 2019年10月 (5)
- 2019年9月 (27)
- 2019年8月 (33)
- 2019年7月 (34)
- 2019年6月 (14)
- 2019年5月 (14)
- 2019年4月 (10)
- 2019年3月 (13)
- 2019年2月 (7)
- 2019年1月 (1)
- 2018年11月 (7)
- 2018年10月 (10)
- 2018年9月 (12)
- 2018年8月 (3)
- 2018年7月 (46)
- 2018年6月 (2)
- 2018年5月 (10)
- 2018年4月 (8)
- 2018年3月 (6)
- 2018年2月 (8)
- 2018年1月 (3)
- 2017年12月 (4)
- 2017年11月 (21)
- 2017年10月 (14)
- 2017年9月 (2)
- 2017年8月 (1)
- 2017年6月 (13)
- 2017年5月 (6)
- 2017年4月 (9)
- 2017年3月 (9)
- 2017年2月 (50)
- 2017年1月 (1)
- 2016年11月 (1)
- 2016年10月 (4)
- 2016年8月 (2)
- 2016年6月 (6)
- 2016年5月 (13)
- 2016年4月 (4)
- 2016年3月 (1)
- 2016年2月 (5)
- 2016年1月 (7)
- 2015年12月 (82)
- 2015年10月 (2)
- 2015年7月 (1)
- 2014年11月 (1)
- 2014年9月 (1)
- 2014年8月 (1)
- 2013年6月 (1)
- 标签列表
-
- 江苏杰达钢结构工程有限公司 (274)
- 杰达钢构 (1256)
- 拱形屋面 (878)
- 拱形屋顶 (3165)
- 金属薄壁拱型屋盖 (173)
- 金属波纹钢屋盖 (394)
- 拱形波纹钢屋盖结构 (243)
- 钢结构工程施工 (93)
- 招标公告 (97)
- 拱形屋顶图纸 (482)
- 钢结构 (507)
- 粮库储粮罩棚 (206)
- 仓间罩棚 (1250)
- 拱壳屋面 (101)
- 无梁拱 (455)
- 太空瓦 (186)
- 拱形屋 (1976)
- 落地拱 (122)
- 拱形顶 (91)
- 粮食储备库 (173)
- 机械罩棚 (148)
- 拱形波纹钢屋盖 (975)
- 钢结构拱形屋顶 (210)
- 粮库拱形屋顶 (128)
- 粮库仓间罩棚 (104)
- 最新留言
-
- 站点信息
-
- 文章总数:1375
- 页面总数:1
- 分类总数:10
- 标签总数:185
- 评论总数:0
- 浏览总数:11666334

{kind=link}
{kind=link}
{kind=link}
{kind=link}